








 微信公众号
微信公众号

KURODA GP2004ES-AALR-0605B-C3F kuroda 黑田精工
 扫码获取价格库存技术资料
扫码获取价格库存技术资料
- 品牌:
- 分类: 研磨滚珠丝杠(丝杠轴端单端加工)GP系列/DP系列
- 类型:
- 属性: KURODA GP2004ES-AALR-0605B-C3F kuroda 黑田精工,-KURODA GP2004ES-AALR-0605B-C3F kuroda 黑田精工-KURODA GP2004ES-AALR-0605B-C3F 黑田丝杆gg好还是gk的好 黑田丝杆轴端加工是一项精细而又细致的工艺,其目的是为了保证丝杆轴端的质量和精度。在这个过程中,需要使用一系列的加工设备和工具来完成各种加工步骤。首先,需要进行精确测量,以确定加工的尺寸和位置。然后,使用切削工具对丝杆轴端进行精密加工,确保其平整度和圆度。同时,还需要进行表面处理,以提高丝杆轴端的耐磨性和抗腐蚀性。最-KURODA GP2004ES-AALR-0605B-C3F kuroda 黑田精工--KURODA GP2004ES-AALR-0605B-C3F kuroda 黑田精工-
KURODA GP2004ES-AALR-0605B-C3F kuroda 黑田精工 产品参数
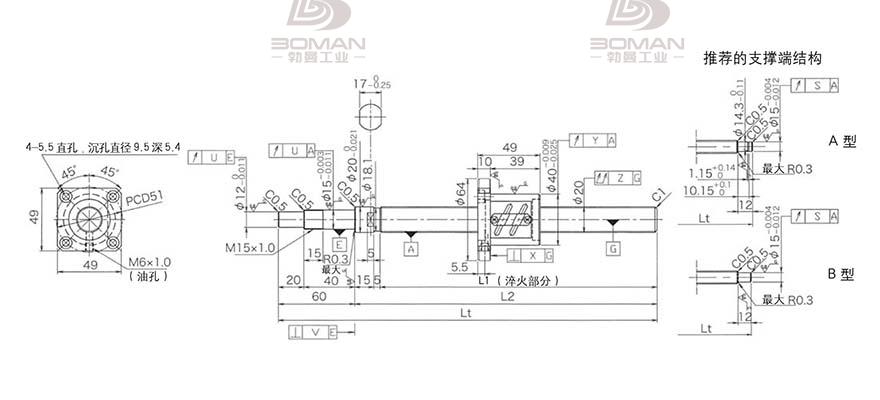
尺寸 单位:mm
| 丝杠轴外径 | 20 |
|
| 导程 | 4 |
|
| 丝杠轴底径 | ||
| 滚珠节圆直径 | ||
| 钢球直径 | 2.3812 |
|
| 精度等级 | C3 |
|
| 螺母直径 | 40 |
|
| 法兰直径 | 64 |
|
| 螺母长度 | 49 |
|
| 螺母安装 | PCD | 51 |
| 额定动负载 | CaN | 8600 |
| 额定静负载 | C0aN | 23400 |
| 有效圈数 | 2.5×2 |
|
| 轴向间隙 | ||
| 最大行程 | 525 |
|
| 丝杠全长 | 605 |
|
| 导程精度代表运行距离误差 | ep | |
| 导程精度变动 | vu | |
| 轴心跳动 | ||
| 单位重量 | kg |
KURODA GP2004ES-AALR-0605B-C3F kuroda 黑田精工此型号部分数据来源于NSK W2002M-10P-C5Z10 日本nsk丝杠寿命
NSK GP2004ES-AALR-0605B-C3F 黑田丝杆gg好还是gk的好 黑田丝杆轴端加工是一项精细而又细致的工艺,其目的是为了保证丝杆轴端的质量和精度。在这个过程中,需要使用一系列的加工设备和工具来完成各种加工步骤。首先,需要进行精确测量,以确定加工的尺寸和位置。然后,使用切削工具对丝杆轴端进行精密加工,确保其平整度和圆度。同时,还需要进行表面处理,以提高丝杆轴端的耐磨性和抗腐蚀性。最